Replanteig de calor per inducció per a filferro de molla i pols de niló
La reposició de calor implica utilitzar escalfament per inducció en processos on els plàstics canvien d'estat de sòlid a líquid. Un ús comú d'aquesta aplicació és ajustar a pressió una peça metàl·lica a una peça de plàstic. El metall s'escalfa mitjançant inducció a una temperatura superior a la del refluig de plàstic. En alguns casos, el metall es pot pressionar al plàstic abans que es produeixi l'escalfament; o el metall es pot escalfar abans de pressionar-lo al plàstic, fent que el plàstic es reflueixi a mesura que es pressiona la peça (també conegut com a refluig de plàstic). La calefacció per inducció també es pot utilitzar en màquines d'emmotllament per injecció de plàstic. La calefacció per inducció millora l'eficiència energètica dels processos d'injecció i extrusió. La calor es genera directament al barril de la màquina, reduint el temps d'escalfament i el consum d'energia.
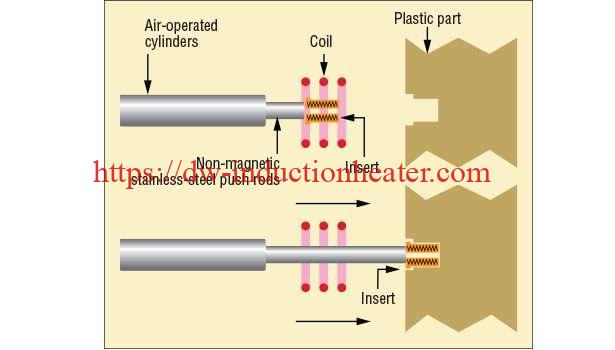 La inserció de metall a plàstic consisteix a escalfar una inserció metàl·lica roscada a una temperatura per sobre del punt de reflux de plàstic i pressionar-la a la peça de plàstic. El procés requereix un escalfament ràpid, precís i repetible. El suavització dels fils interns és el resultat de llargs processos d'escalfament.
La inserció de metall a plàstic consisteix a escalfar una inserció metàl·lica roscada a una temperatura per sobre del punt de reflux de plàstic i pressionar-la a la peça de plàstic. El procés requereix un escalfament ràpid, precís i repetible. El suavització dels fils interns és el resultat de llargs processos d'escalfament.
Calefacció d'inducció proporciona un control precís de la calor per garantir un resultat consistent, amb resultats d'alta qualitat. L'equip es pot programar per a un nivell de potència i un temps de calefacció específics, eliminant la variabilitat de l'operador i millorant la repetibilitat del procés.
 Objectiu: Per escalfar els extrems de filferro de molla de 0.072 polzades, espaiats 1/2 polzades, de manera uniforme per a l'aplicació de pols de niló en una longitud d'1 polzada de l'extrem. Un cop escalfat a 7000F, la pols de niló es fusiona amb el cable creant un recobriment protector. Els cables interiors tenen una història passada de ficar-se a través de la peça de suport i de rascar el portador. Afegint un recobriment protector de niló als extrems de la forma de filferro, s'evita aquesta situació incòmoda.
Objectiu: Per escalfar els extrems de filferro de molla de 0.072 polzades, espaiats 1/2 polzades, de manera uniforme per a l'aplicació de pols de niló en una longitud d'1 polzada de l'extrem. Un cop escalfat a 7000F, la pols de niló es fusiona amb el cable creant un recobriment protector. Els cables interiors tenen una història passada de ficar-se a través de la peça de suport i de rascar el portador. Afegint un recobriment protector de niló als extrems de la forma de filferro, s'evita aquesta situació incòmoda.
Material: Filferro de molla i pols de niló
Temperatura: 370 ℃
aplicació: El DW-UHF-6KW-III sortida d'estat sòlid Font d'alimentació de calefacció d'inducció juntament amb una bobina helicoïdal allargada única de cinc (5) voltes es va utilitzar per aconseguir els resultats següents:
- 370 ℃ es va aconseguir amb un cicle de màquina de dotze (12) segons.
- Es va produir un recobriment uniforme com a resultat d'un escalfament uniforme a causa de l'única bobina helicoïdal allargada de cinc (5) voltes.
- Es van escalfar dotze (12) mostres de filferro simultàniament a la bobina de treball única.
Equipament: DW-UHF-6KW-III sortida d'alimentació d'inducció d'estat sòlid que inclou una (1) estació de calor remota que conté dos (2) condensadors amb un valor total de 0.66 µF i una bobina helicoïdal allargada de cinc (5) voltes única que mesura 2 1/2 "d'ample, 8 1/ 2 "de llarg i 2 3/4" d'alçada amb les dues voltes inferiors inclinades cap avall als extrems.
Freqüència: 258 kHz
Staking de calor per inducció per Spring Wire i Nylon Powder