Connector de llautó de soldadura d'inducció en panell solar amb escalfador d'inducció IGBT
Objectiu Soldar tres connectors de llautó un a la vegada en una caixa de connexions del panell solar sense afectar els components de la caixa de connexions
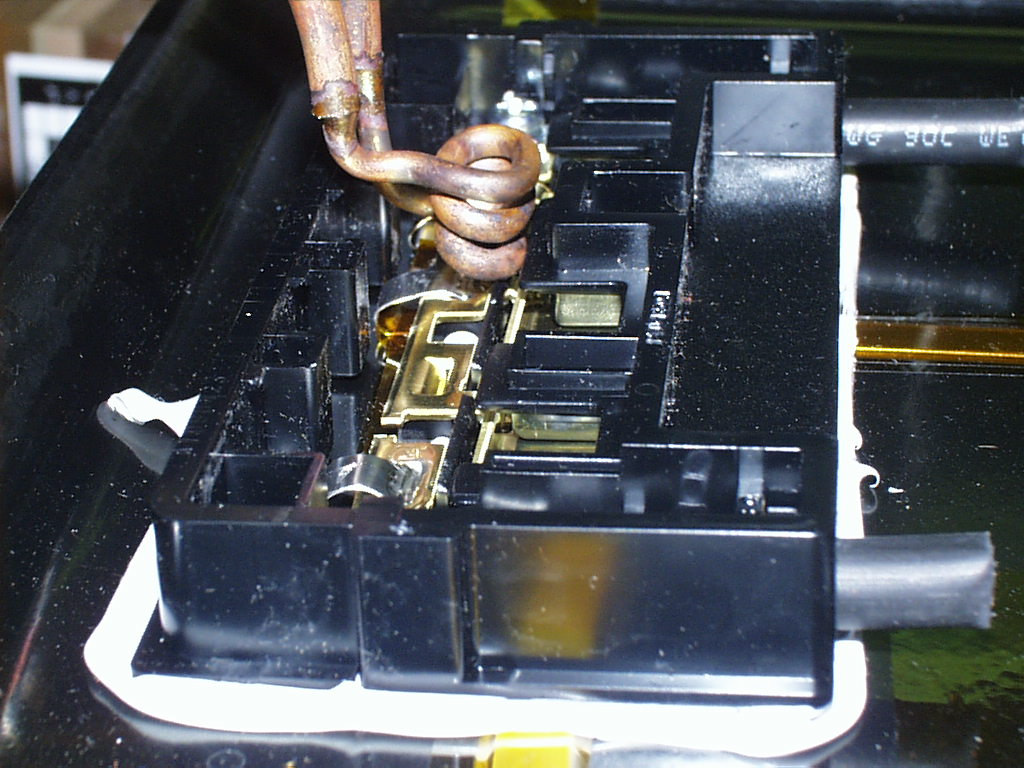
Material Caixa de connexió de panell solar, connectors de llautó, filferro de soldadura
Temperatura 700 ºF (371 ºC)
Freqüència 344 kHz
Equipament • Sistema de calefacció per inducció DW-UHF-6 kW, equipat amb un capçal de treball remot que conté un condensador de 1.0 μF.
• Una bobina de calefacció per inducció dissenyada i desenvolupada específicament per a aquesta aplicació.
Procés S'utilitza una bobina helicoïdal de forma ovalada de tres voltes per escalfar els connectors. Es col·loca un tros de fil de soldadura a la zona de la junta i s’escalfa cada junta per separat durant 5 segons per soldar el connector. El temps total del procés és de 15 segons per a les tres juntes.
Resultats / avantatges La calefacció per inducció proporciona:
• La precisió exacta només proporciona la calefacció a les juntes; no afecta els components circumdants
• La calor localitzada produeix unes articulacions netes i netes
• Produeix resultats d'alta qualitat i repetibles
• Fins i tot la distribució de calefacció