Objectiu
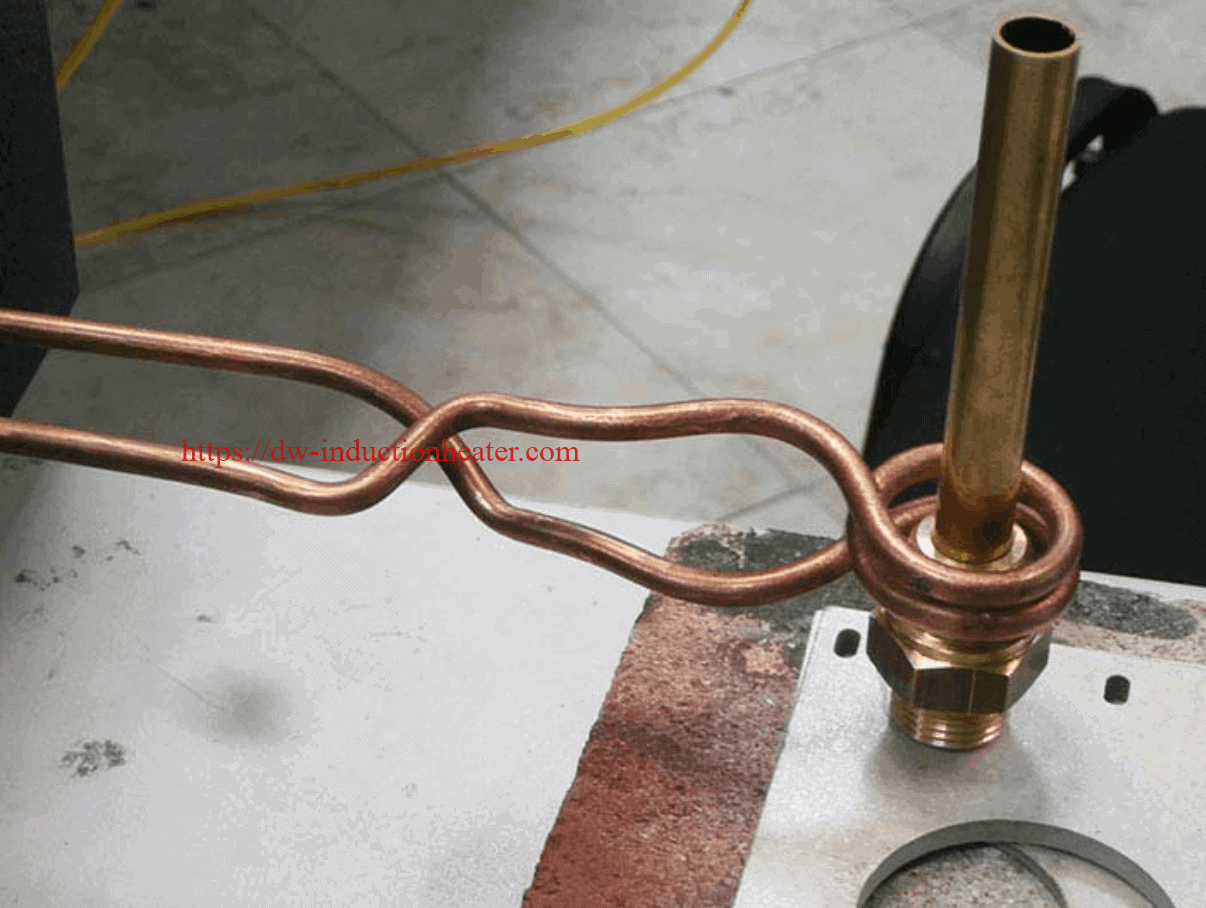
Inducció d'alta freqüència El tub de llautó de forja a la part de llautó i la punta de llautó en menys d'un minut amb inducció.

Equipament
DW-UHF-6KW-III màquina de soldar per inducció de mà

2 voltes de bobina
materials
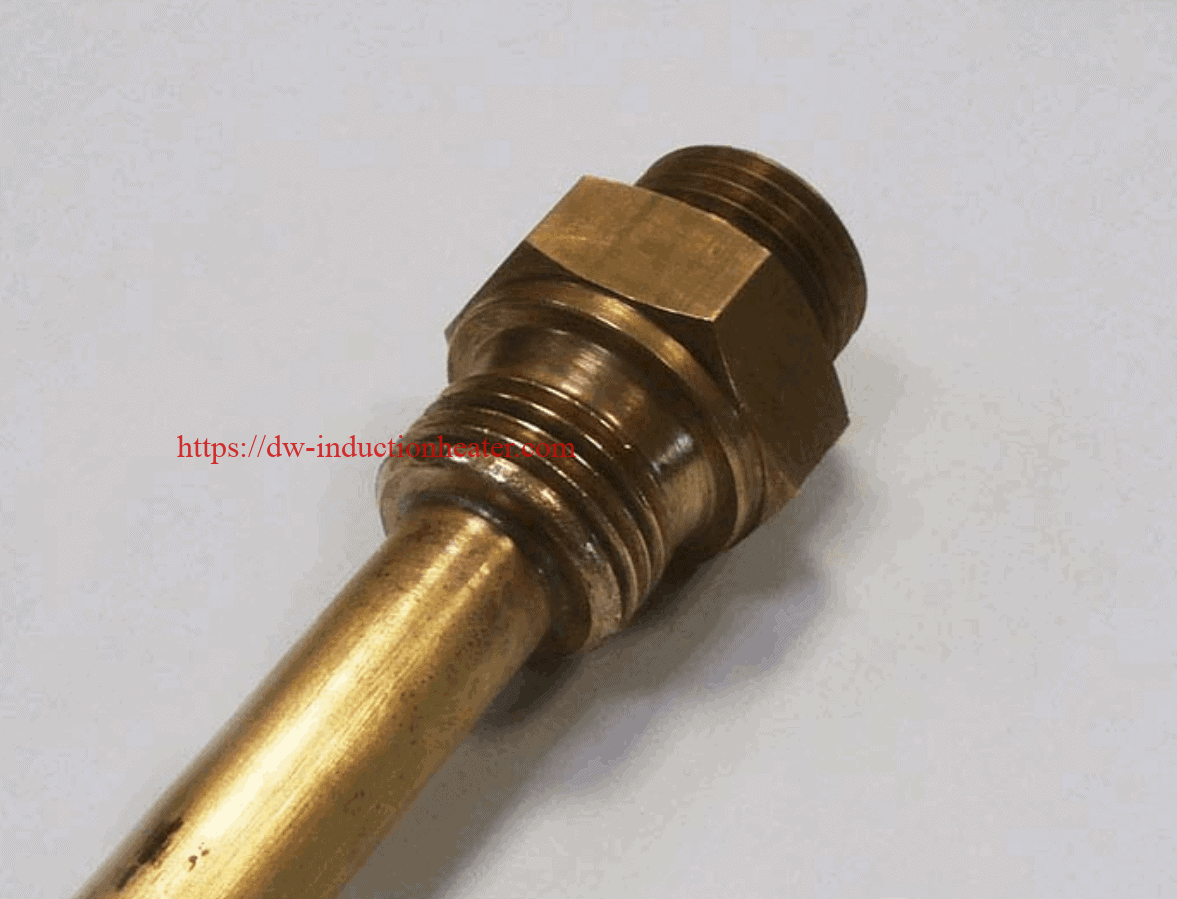
• Part ampla de llautó
• Tub de llautó
• Aliatge de soldadura a base de plata, subministrat pel client
Prova 1 - Tub per part ampla:
Paràmetres clau
Potència: 4.4 kW
Temperatura: Aproximadament 1400 ° F (760 ° C)
Temps: 38 segons
Prova 2: canonada per punta:
Paràmetres clau
Potència: 4.4 kW
Temperatura: Aproximadament 1400 ° F (760 ° C)
Temps: 17 segons
Procés:
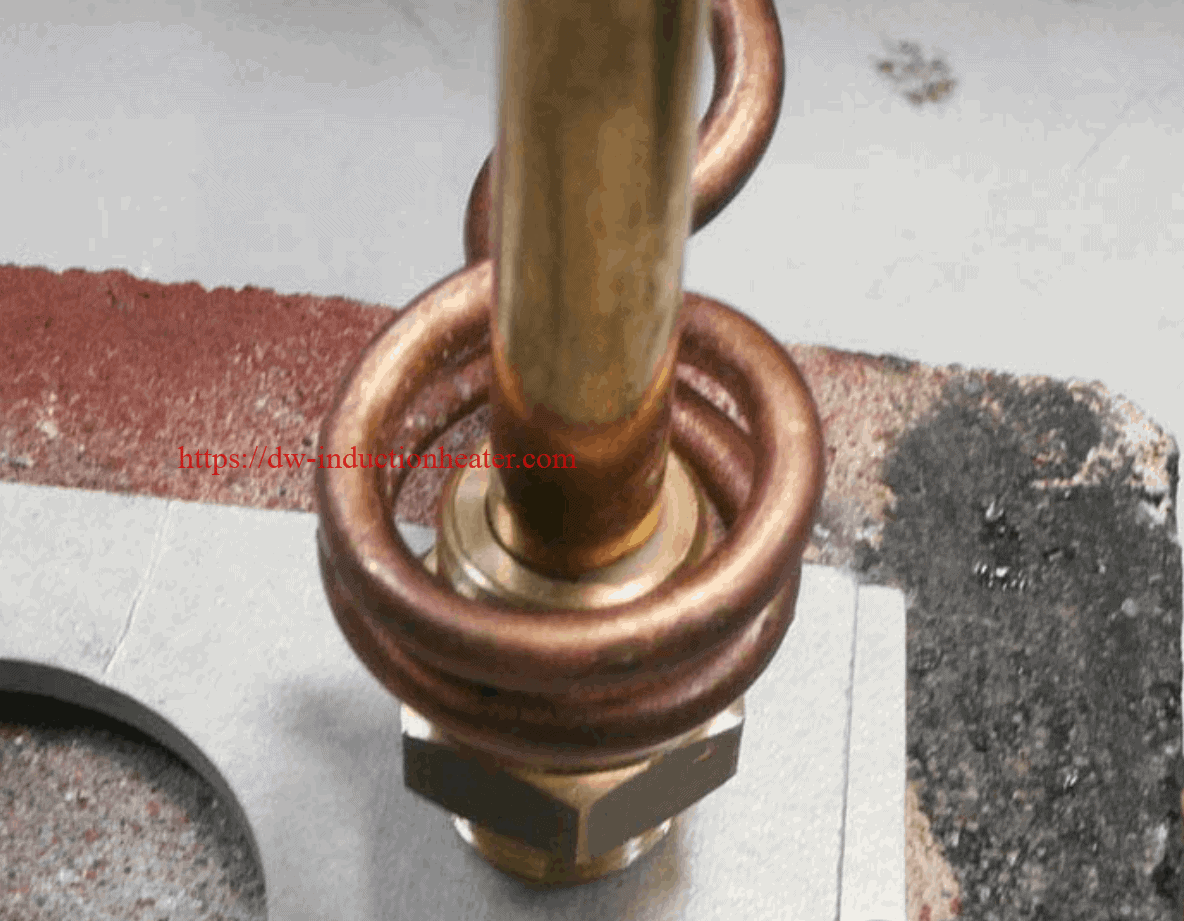
Prova 1
- S'ajunta la part ampla i la canonada de llautó i es col·loca un anell d'aliatge de soldadura entre ells.
- El conjunt es posa dins de la bobina de calefacció per inducció i s’aplica calor d’inducció.
- L'articulació es completa en 38 segons.
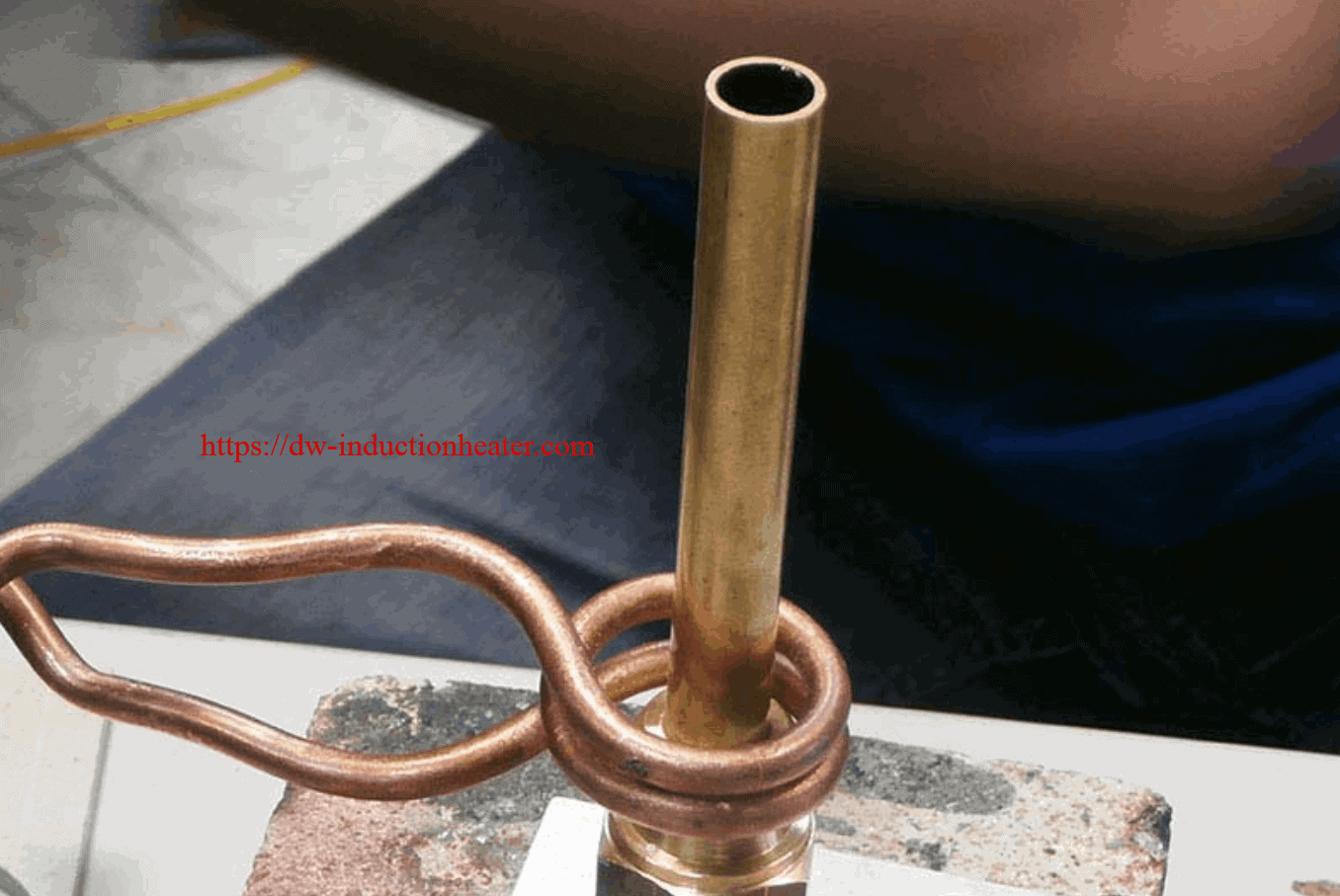
Prova 2
- La punta i la canonada es munten i es col·loca un anell d’aliatge de soldadura entre ells.
- El conjunt es posa dins de la bobina i s’aplica calor d’inducció.
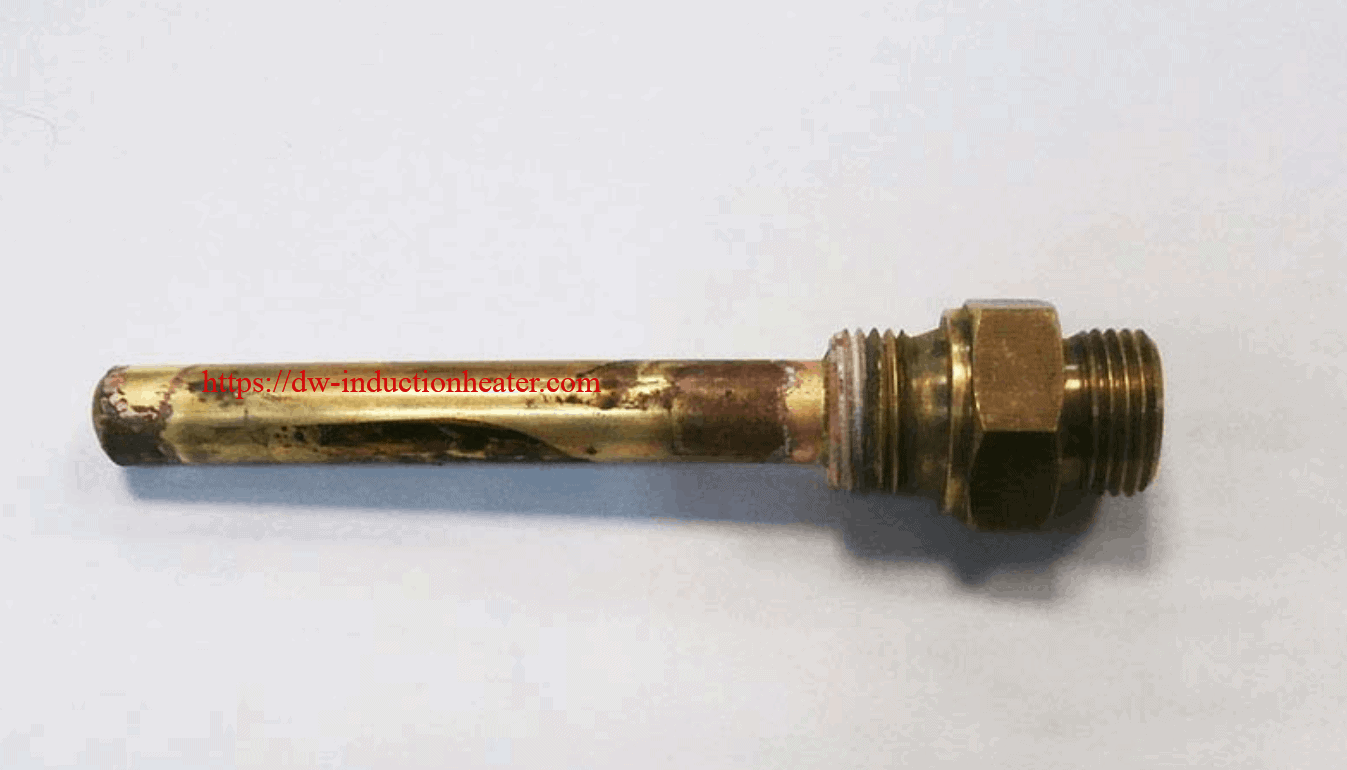
- L'articulació es completa en 17 segons.
Resultats / avantatges:
Calefacció d'inducció proporciona:
- Juntes durables resistents
- Zona de calor selectiva i precisa, que causa menys distorsió de la peça i estrès articular que la soldadura
- Menys oxidació
- Cicles de calefacció més ràpids
- Més resultats i adequació coherents per a la producció de grans volums, sense necessitat de processament per lots
- Procés més segur que el braç de flama