Què és el curat per inducció?
Com funciona el curat per inducció? En poques paraules, l'energia de la línia es converteix en corrent altern i es lliura a una bobina de treball que crea un camp electromagnètic dins de la bobina. La peça amb l'epoxi pot ser metàl·lica o un semiconductor com el carboni o el grafit. Per curar epoxi sobre substrats no conductors com el vidre, es pot utilitzar un susceptor elèctricament conductor per transferir la calor al material no conductor.
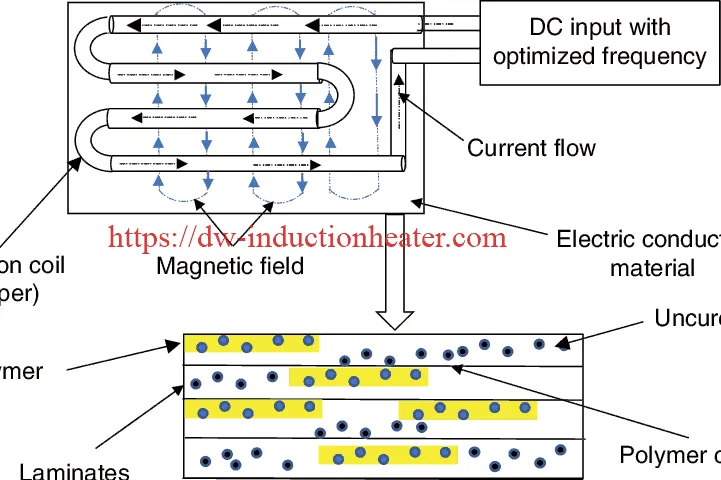 principi de curat per inducció-teoria
principi de curat per inducció-teoriaQuins avantatges té el curat per inducció?
Els adhesius epoxi d'un sol component que es curen amb calor poden utilitzar calor de diverses fonts. El més típic és un forn, però també s'utilitzen pistoles d'aire calent, plaques de forn i curat per inducció. El curat per inducció pot reduir molt el temps necessari per curar l'epoxi i minimitzar els efectes de la calor sobre els components circumdants, ja que l'escalfament per inducció proporciona calor precisament a la zona adhesiva.
El curat per inducció és una bona opció per a la meva aplicació?
Proporcionant el teu equips de calefacció per inducció L'especialista i la informació del fabricant d'adhesius epoxi sobre els temes següents els ajudaran a fer la millor recomanació.
1. Materials o substrats que s'uneixen: entendre quins són els substrats ajudarà a determinar la velocitat d'escalfament i la potència necessària per curar l'adhesiu. Per exemple, el ferro s'escalfa amb menys potència de la que es necessita per escalfar l'alumini.
2. Mida dels components que s'uneixen: les peces més petites requereixen una freqüència més alta per a un escalfament eficient. Les zones més grans es beneficien d'una freqüència més baixa.
3. Requisits d'epoxi: hi ha un llindar mínim/màxim per curar l'epoxi. La temperatura mínima necessària per dur a terme el curat i la temperatura màxima permesa abans de la ruptura de l'epoxi.
Curat per inducció per unió de xips de quars a un cilindre d'acer
Una empresa de la indústria de l'automoció busca un sistema de calefacció per inducció que pugui assolir la temperatura de 175 ° C (347 ° F) i mantenir-lo dins de l'estreta tolerància de +/- 3 ° C. Calefacció d'inducció escalfarà un cilindre d'acer per curar un adhesiu per unir un xip de quars. L'escalfament per inducció és un mètode preferit perquè proporciona un escalfament més ràpid, controlat i uniforme.

Indústria: Automotor
Equipament: Sistema de calefacció per inducció DW-UHF-10kW Es recomana que aquesta aplicació de curat augmenti i mantingui la temperatura desitjada.
Procés:
L'objectiu d'aquesta aplicació de curat per inducció és escalfar dues cares d'un cilindre d'acer de 1.064 "(2.70 cm) de DE, 7.25" (18.41 cm) de llarg amb una zona de calor de 1" (2.54 cm) fins a 175 C (347 ° C). F) i mantingueu aquesta temperatura durant 60 segons per dur a terme l'aplicació d'unió. La temperatura desitjada es va assolir en 13 segons. Es va utilitzar un controlador de temperatura tipus K per mesurar la temperatura.
 procés de curat per inducció
procés de curat per induccióCurat per inducció per unió de xips de quars a un cilindre d'acer