Dents de serra d'enduriment per inducció
Descripció
Dents de serra d’enduriment per inducció de fulla
Mètode d'enduriment per inducció de les dents d'una fulla de serra d'acer composta per "acer d'eines d'alta velocitat", que consisteix a fer passar un corrent d'inducció d'alta freqüència a través de les dents de la fulla de manera que totes les partícules de les dents, tant a la superfície com a la al seu interior, s’escalfen a la temperatura crítica d’aproximadament 2375 ″ F. sense escalfar de manera similar altres porcions de la fulla, controlant la freqüència i la magnitud del corrent induït de manera que pràcticament tots els carburs de les dents estan en condicions de dissoldre’s matriu austenítica pràcticament tan aviat com l'acer arriba a la temperatura crítica i, per tant, refreda les dents fins a una temperatura substancialment inferior a la temperatura crítica abans que es produeixi un creixement substancial del gra; en lloc d'endurir tota la fulla o simplement endurir la superfície d'inducció de les dents.

Dents de serra d'enduriment per inducció per a una aplicació d'enduriment; l'objectiu és reduir el temps d'escalfament
Material: secció de la fulla de serra
Temperatura: 1650 ºF (899 ºC)
Freqüència: 134 kHz
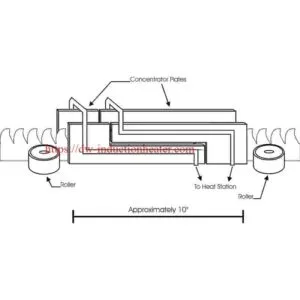
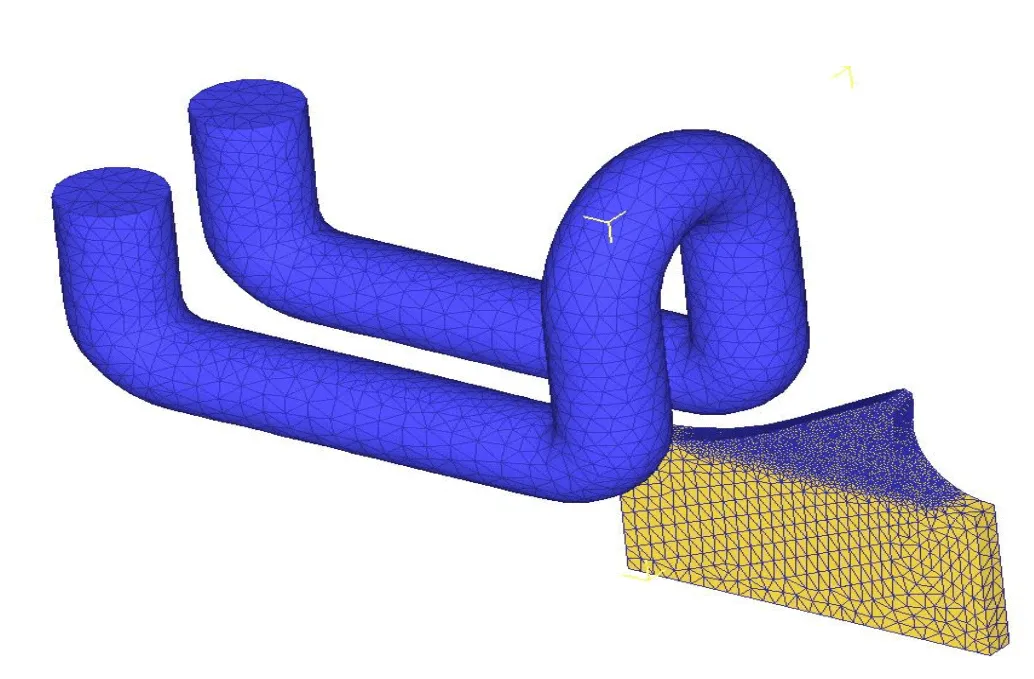
Equipament: DW-UHF-30kW 50-150 kHz sistema de calefacció d'inducció equipat amb un capçal de treball remot que conté vuit condensadors de 1.0 μF. Una bobina de calefacció per inducció helicoïdal de dues voltes de múltiples posicions dissenyada i desenvolupada específicament per a aquesta aplicació

Procés d’enduriment per inducció
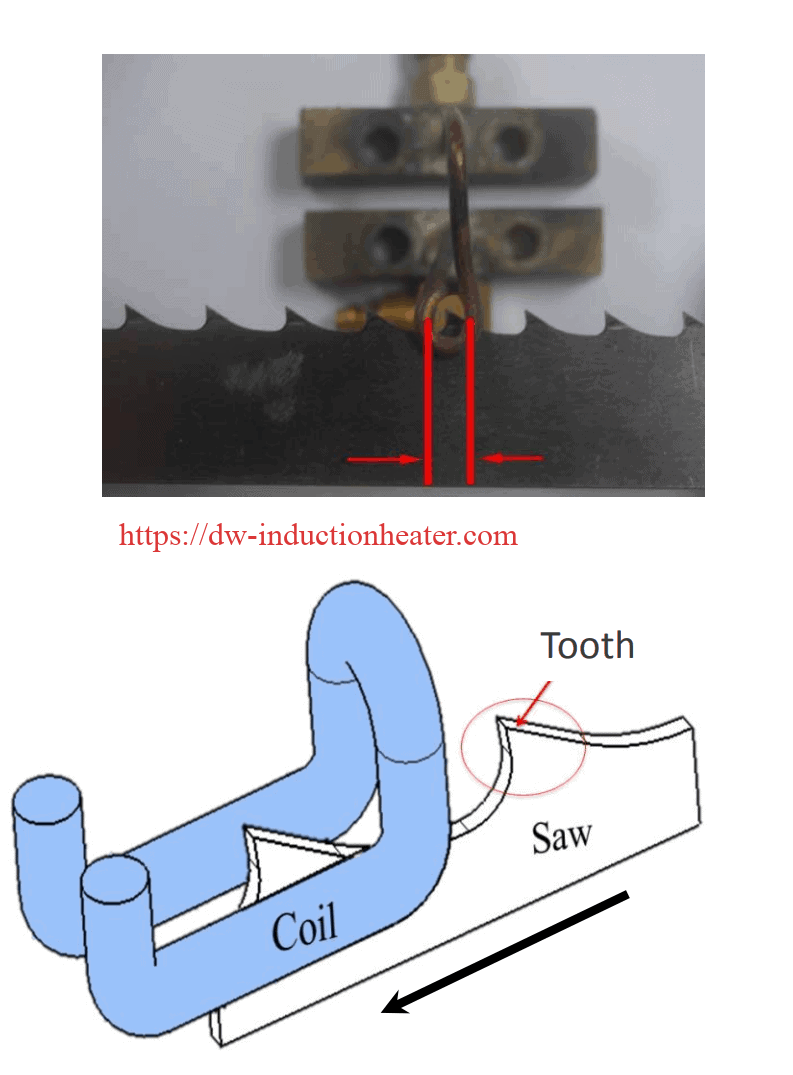
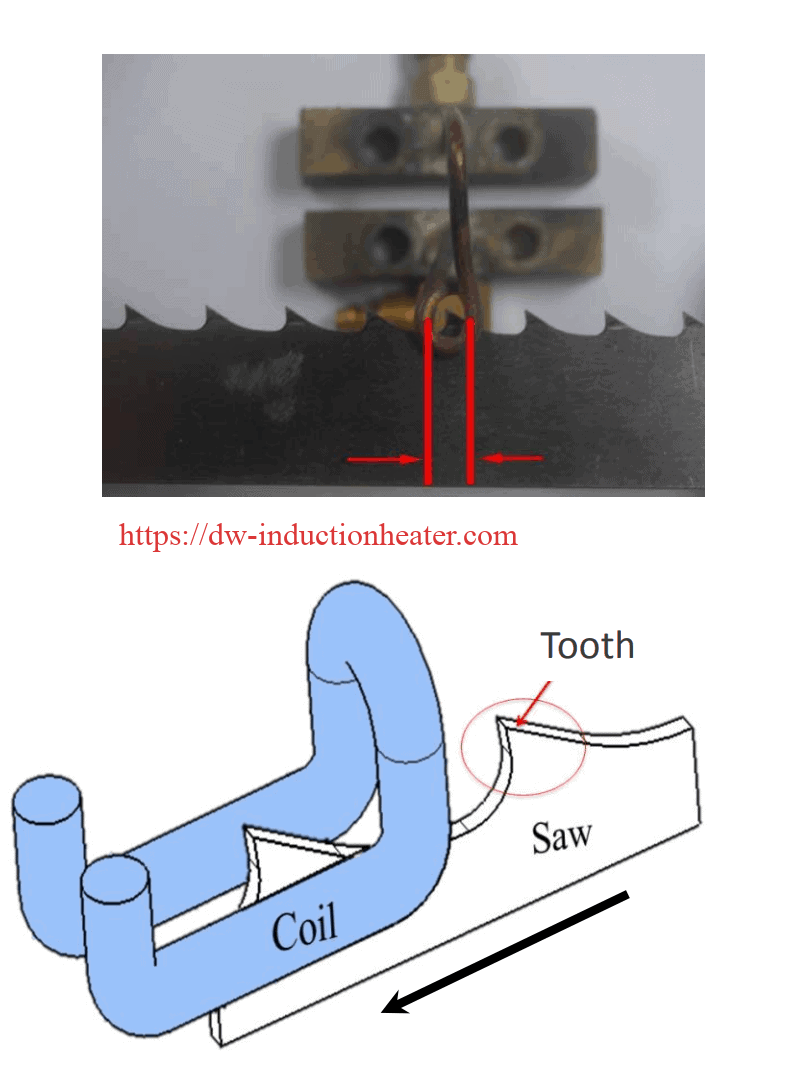
La bobina d'escalfament per inducció es va desenvolupar de manera que no concentrés la calor a la vall de la vora exterior de la dent. La peça es va col·locar sota la bobina a aproximadament 1 mm de distància i es va encendre l’alimentació. Amb el DW-UHF de 8 kW Font d'alimentació de calefacció d'inducció la peça escalfada a temperatura dins de la velocitat objectiva de cinc dents per
quatre segons.
Resultats / avantatges
Velocitat: el client ja utilitzava la inducció, però volia actualitzar a un sistema de potència superior per augmentar
el seu ritme de producció (abans de fer servir per primera vegada la inducció de HLQ, el client feia servir una torxa).
Precisió i repetibilitat: una torxa no és tan precisa com la inducció ni es pot repetir, mentre que la inducció pot ser-ho
implementat per ser altament repetible
Eficiència: l’enduriment per inducció consumeix menys energia que una torxa i ofereix escalfament instantani