
Filats de coure de soldadura d'inducció amb unitats d'escalfament d'alta freqüència d'IGBT
Objectiu Soldar dos cables de coure a torretes preinstal·lades en una barra de coure
Material Barra de bus de coure / níquel per soldadura, 2 cables de coure estanyats, pal de soldadura
Temperatura 446 ºF (230 ºC)
Freqüència 230 kHz
Equipament • Sistema de calefacció per inducció DW-UHF-6kW, equipat amb un capçal de treball remot que conté un condensador de 1.2μF.
• Una bobina de calefacció per inducció dissenyada i desenvolupada específicament per a aquesta aplicació.
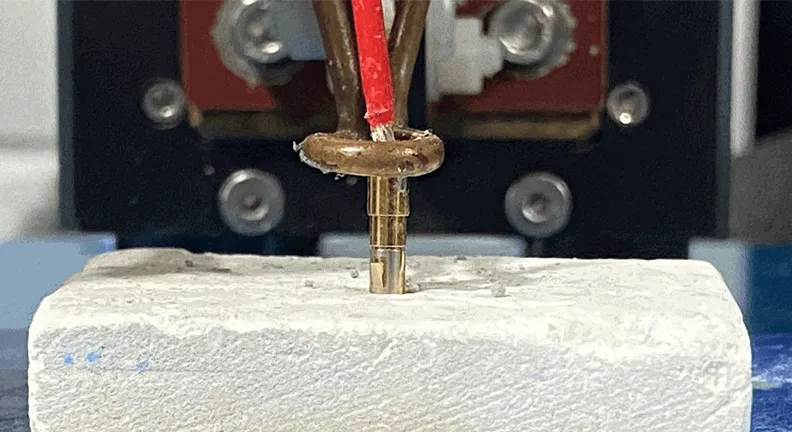
Procés Es fa servir una bobina helicoïdal dividida de quatre voltes per soldar el conjunt de la barra de bus. Els 2 cables de coure s’apliquen a les torretes i s’aplica la potència durant 30 segons. El pal de soldadura s’alimenta a mà de les parts escalfades i el braç flueix uniformement, creant l’articulació.
Resultats / avantatges La calefacció per inducció proporciona:
• Temps reduït de soldadura
• Fins i tot la distribució de calefacció
• Conjunt a la consistència conjunta



