



sistema de calefacció per inducció magnètica
Descripció
Sistema d’escalfament per inducció magnètica IGBT
Característiques principals:
- Mòdul IGBT i tecnologies d'inversió, millor rendiment, major fiabilitat i menor cost de manteniment;
- 100% cicle de treball, el treball continu està permès a la màxima potència;
- L'estat de potència constant o constant pot ser seleccionat en conseqüència per aconseguir una major eficiència de calefacció;
- pantalla de potència de calefacció i freqüència de corrent i oscil·lació de calefacció;
- Les funcions de múltiples pantalles, amb pantalles de corrent, sobre tensió, fallada d'aigua, falla de fase i no apte, etc., es poden protegir contra els destrosses i les màquines es poden reparar fàcilment.
- senzill d'instal·lar, la instal·lació es pot fer per persones poc professionals amb molta facilitat, l'aigua de connexió i la potència es poden acabar en pocs minuts.

- pes lleuger, petit tamany.
- forma i mida diferents de bobina de calefacció d'inducció es pot canviar fàcilment per escalfar diferents parts.
- avantatges del model amb temporitzador: la potència i el temps de funcionament del període de calefacció i el període de retenció es poden ajustar respectivament, per realitzar una senzilla corba de calefacció, es suggereix que aquest model s'utilitza per a la producció per lots per millorar la repetibilitat.
- els models separats estan dissenyats per adaptar-se a l'entorn brut, el generador es pot posar en un espai net per augmentar la fiabilitat; amb la mida reduït i el pes lleuger del transformador separat, és convenient utilitzar-lo a la línia de producció i muntar fàcilment a l'interior de la maquinària o mecanisme mogut.
| Sèrie | model | Potència d'entrada màx | Entrada màxima actual | Oscil·lar la freqüència | Voltatge d'entrada | Cicle de treball | |
| MF
. |
Generador d'inducció DW-MF-15 | 15KW | 23A | 1KHz-20KHz Segons l'aplicació | 3esfases380V ± 10% | 100% | |
| Generador d'inducció DW-MF-25 | 25KW | 36A | |||||
| Generador DW-MF-35Induction | 35KW | 51A | |||||
| Generador d'inducció DW-MF-45 | 45KW | 68A | |||||
| Generador d'inducció DW-MF-70 | 70KW | 105A | |||||
| Generador d'inducció DW-MF-90 | 90KW | 135A | |||||
| Generador d'inducció DW-MF-110 | 110KW | 170A | |||||
| Generador d'inducció DW-MF-160 | 160KW | 240A | |||||
| Generador d'inducció DW-MF-300 | 300KW | 400A | |||||
| DW-MF-45 forn d'escapament de calefacció d'inducció | 45KW | 68A | 1KHz-20KHz | 3esfases380V ± 10% | 100% | ||
| DW-MF-70 forn d'escapament de calefacció d'inducció | 70KW | 105A | |||||
| DW-MF-90 forn d'escapament de calefacció d'inducció | 90KW | 135A | |||||
| DW-MF-110 forn d'escapament de calefacció d'inducció | 110KW | 170A | |||||
| Forn de forja de barres de calefacció per inducció DW-MF-160 | 160KW | 240A | |||||
| Forn de fusió per inducció DW-MF-15 | 15KW | 23A | 1K-20KHz | 3esfases380V ± 10% | 100% | ||
| Forn de fusió per inducció DW-MF-25 | 25KW | 36A | |||||
| Forn de fusió per inducció DW-MF-35 | 35KW | 51A | |||||
| Forn de fusió per inducció DW-MF-45 | 45KW | 68A | |||||
| Forn de fusió per inducció DW-MF-70 | 70KW | 105A | |||||
| Forn de fusió per inducció DW-MF-90 | 90KW | 135A | |||||
| Forn de fusió d'inducció DW-MF-110 | 110KW | 170A | |||||
| Forn de fusió d'inducció DW-MF-160 | 160KW | 240A | |||||
| Equip d'enduriment d'inducció DW-MF-110 | 110KW | 170A | 1K-8KHz | 3esfases380V ± 10% | 100% | ||
| Equip de reforç DW-MF-160Induction | 160KW | 240A | |||||
| HF
. |
Sèrie DW-HF-15 | DW-HF-15KW | 15KVA | 32A | 30-100KHz | 220V monofàsica | 80% |
| Sèrie DW-HF-25 | DW-HF-25KW-A | 25KVA | 23A | 20K-80KHz | 3esfases380V ± 10% | 100% | |
| DW-HF-25KW-B | |||||||
| Sèrie DW-HF-35 | DW-HF-35KW-B | 35KVA | 51A | ||||
| Sèrie DW-HF-45 | DW-HF-45KW-B | 45KVA | 68A | ||||
| Sèrie DW-HF-60 | DW-HF-60KW-B | 60KVA | 105A | ||||
| Sèrie DW-HF-80 | DW-HF-80KW-B | 80KVA | 130A | ||||
| Sèrie DW-HF-90 | DW-HF-90KW-B | 90KVA | 160A | ||||
| Sèrie DW-HF-120 | DW-HF-120KW-B | 120KVA | 200A | ||||
| Sèrie DW-HF-160 | DW-HF-160KW-B | 160KVA | 260A | ||||
| UH
. F .
|
DW-UHF-4.5KW | 4.5KW | 20A | 1.1-2.0MHz | Monofàsica220V ± 10% | 100% | |
| DW-UHF-6.0KW | 6.0KW | 28A | |||||
| DW-UHF-10KW | 10KW | 15A | 100-500KHz | 3esfases380V ± 10% | 100% | ||
| DW-UHF-20KW | 20KW | 30A | 50-250KHz | ||||
| DW-UHF-30KW | 30KW | 45A | 50-200KHz | ||||
| DW-UHF-40KW | 40KW | 60A | 50-200KHz | ||||
| DW-UHF-60KW | 60KW | 90A | 50-150KHz | ||||
Aplicacions
1. Escalfament (forja en calent, muntatge en calent i fosa)
Forja en calent per inducció té com a objectiu fabricar les peces de treball de certa temperatura (diferents materials requereixen diferents temperatures) en altres formes mitjançant la premsa de forja amb l'ajut de punxons, màquines de forja o altres equips, per exemple, extrusió en calent de la caixa del rellotge, flan de rellotge, mànec, motlle accessoris, articles de cuina i taula, articles d'art, peça estàndard, subjecció, part mecànica fabricada, pany de bronze, rebló, passador d'acer i passador.
El muntatge en calent es refereix a la connexió de diferents metalls o metalls amb no metalls mitjançant la calefacció basada en el principi d’expansió en calent o fosa en calent, per exemple, soldadura integrada del nucli de coure del radiador de l’ordinador amb xapa d’alumini i banda d’altaveus, compost d’acer i plàstic tub, segellat de paper d'alumini (pell de pasta de dents), rotor del motor i segellat de l'element calefactor elèctric tubular.
La fosa principalment té com a objectiu fondre el metall en líquid mitjançant l’alta temperatura, que s’aplica principalment a la fosa de ferro, acer, coure, alumini, zinc i diversos metalls nobles.
2. Tractament de la calor (apagar la superfície)
Estirar diversos eines i ferramentes, com ara pinça, clau anglesa, martell, destral, eines de cargolar i cisalla (cisalla d’hort).
Apagat per a diversos accessoris d'automòbils i motocicletes, com ara cigonyal, biela, passador de pistó, roda de cadena, roda d'alumini, vàlvula, eix de braç de roca, eix semi-motor, eix petit i forquilla. Diverses eines elèctriques, com ara engranatges i eixos.
Passa per a màquines-eina, com ara la plataforma de torn i el carril de guia.
Apagat per a diverses peces metàl·liques de maquinari i peces mecanitzades, com ara eix, engranatge (roda de cadena), lleva, portabroques i pinça, etc.
Apagat per a motlles de ferreteria, com ara motlles de petites dimensions, accessoris de motlles i forat interior del motlle.
3. Soldadura (soldadura de soldadura, soldadura de plata i soldadura de plata)
Soldadura de diverses eines de tall de maquinari, com ara eines de diamant, eina abrasiva, eina de perforació, fulla de serra d’aliatge, talladora d’aliatge dur, fresa, fresadora, eina de planificació i broca central sòlida.
Soldadura de diversos aparells mecànics de maquinari: soldadura i plata Soldadura per inducció de metalls de la mateixa varietat o de diferents varietats, com ara productes de cuina i vàters, accessoris de coure refrigerants, accessoris de decoració de làmpades, accessoris de motlles de precisió, mànec de ferreteria, batedors d’ou, acer i acer aliat, acer i coure, així com coure i coure.
La soldadura de fons compost d’olla és aplicable principalment a la soldadura de soldadura de fons circular, quadrat i d’altres irregulars. També és aplicable a la soldadura soldada amb altres metalls.
La soldadura del disc de calefacció de la caldera elèctrica d’aigua calenta es refereix principalment a la soldadura per soldadura de base plana d’acer inoxidable, xapa d’alumini i elements de calefacció elèctrics tubulars de diverses formes.
3. Recociment (temperat i modulació)
Recuit de diversos productes d'acer inoxidable, com ara lavabo d'acer inoxidable, llauna recuit i extruït, vora plegada recuit, pica recuit, tub d'acer inoxidable, vaixella i tassa.
Recuit de diverses altres peces de treball metàl·liques, com ara cap de pilota de golf, tac, pany de llautó, accessoris de coure de ferreteria, mànec de ganivet de cuina, fulla, paella d'alumini, cub d'alumini, radiador d'alumini i diversos productes d'alumini.
Principi de calefacció d'inducció
Conversió de freqüència calefacció per inducció electromagnètica o la calefacció per inducció en breu és un mètode per escalfar materials metàl·lics convertint la font d'alimentació en freqüència de potència en un rang específic basat en el principi d'inducció electromagnètica. S’aplica principalment al treball en calent de metalls, al tractament tèrmic, a la soldadura i a la fusió. Aquest tipus de tècnica d’escalfament també s’aplica a la indústria de l’embalatge (com ara el segellat del paper d’alumini utilitzat en la indústria de la medicina i l’alimentació), el material semiconductor (com el silici monocristal·lí extruït i les peces metàl·liques que s’afegeixen per al vidre automàtic) 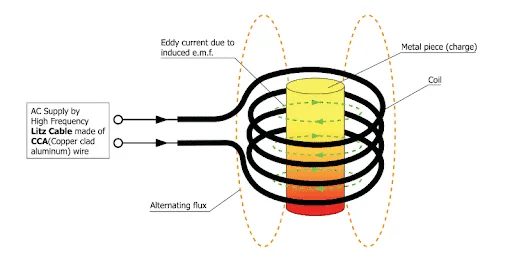
Sistema bàsic de calefacció per inducció inclouen bobina d’inducció, font d’alimentació de CA i peces de treball. La bobina d’inducció es pot fabricar en diferents formes segons els diferents objectes escalfats. La bobina està connectada amb la font d'alimentació que proporciona corrent altern per a la bobina. El corrent altern que posseeix la bobina pot crear un camp magnètic altern que travessa les peces de treball per produir un flux de remolí segons el requerit per l'escalfament.
Avantatges del sistema de calefacció per inducció manètica
- Calefacció ràpida: la taxa mínima de calefacció és inferior a 1 segon (la taxa de calefacció està disponible per ajustar-la i controlar-la).
- Àmplia cobertura de calefacció: es pot utilitzar per escalfar diverses peces metàl·liques (substituir la bobina d’inducció extraïble segons diferents interruptors de funcionament).
- Fàcil instal · lació: es pot utilitzar un cop connectat a la font d'alimentació, a la bobina d'inducció, així com a la canonada de subministrament d'aigua i la canonada ascendent; és de mida petita i de pes lleuger.
- operació fàcil: podeu aprendre a utilitzar-lo en qüestió de minuts.
- Arrencada ràpida: es pot començar a realitzar operacions de calefacció sempre que hi hagi subministrament d’aigua i energia.
- Baix consum d'energia: En comparació amb els equips convencionals de tubs de buit d'alta freqüència, pot estalviar energia aproximadament un 70%. Com més petita sigui la mida de la peça, menor serà el consum d'energia.
- Alta efectivitat:té característiques com un escalfament uniforme (és aplicable per ajustar l’espaiat de la bobina d’inducció per assegurar la temperatura adequada segons requereixi cada part de la peça de treball), un escalfament ràpid i un horitzó oxic limitat, i pot protegir-se de qualsevol residu després del recuit.
- Protecció integral:té funcions com ara indicacions d'alarma de sobrepressió, sobreintensitat, sobreescalfament i escassetat d'aigua, així com control i protecció automàtics.
- Temperatura controlable: és aplicable per controlar la temperatura per escalfar peces de treball segons el temps de calefacció predeterminat i, per tant, controlar la temperatura de calefacció en un punt tècnic determinat.
- Disseny complet de càrrega completa: pot funcionar contínuament durant 24 hores.
- De mida petita i pes lleuger: només té un pes de diverses desenes de quilograms, dels quals l’espai limitat del sòl pot estalviar de manera efectiva l’espai del taller.
- Eliminació d’alta tensió: no requereix cap transformador intensiu que pugui produir aproximadament deu mil voltatges i, per tant, pugui garantir la màxima seguretat.




