Tubs de coure de soldadura amb inducció
Descripció
Objectiu
Demostració tuberia de coure de braç per inducció i temps de forat mitjançant el sistema DW-UHF-10 kW i la bobina de laboratori dividida disponible

Equipament
DW-UHF-10KW màquina de soldadura per inducció
materials
• Tub de coure: tub de succió
• Enganxeu la pasta
Paràmetres clau
Potència: 10 kW
Temperatura: Aproximadament 1500 ° F (815 ° C)
Temps: 5 - 5.2 s

Procés:
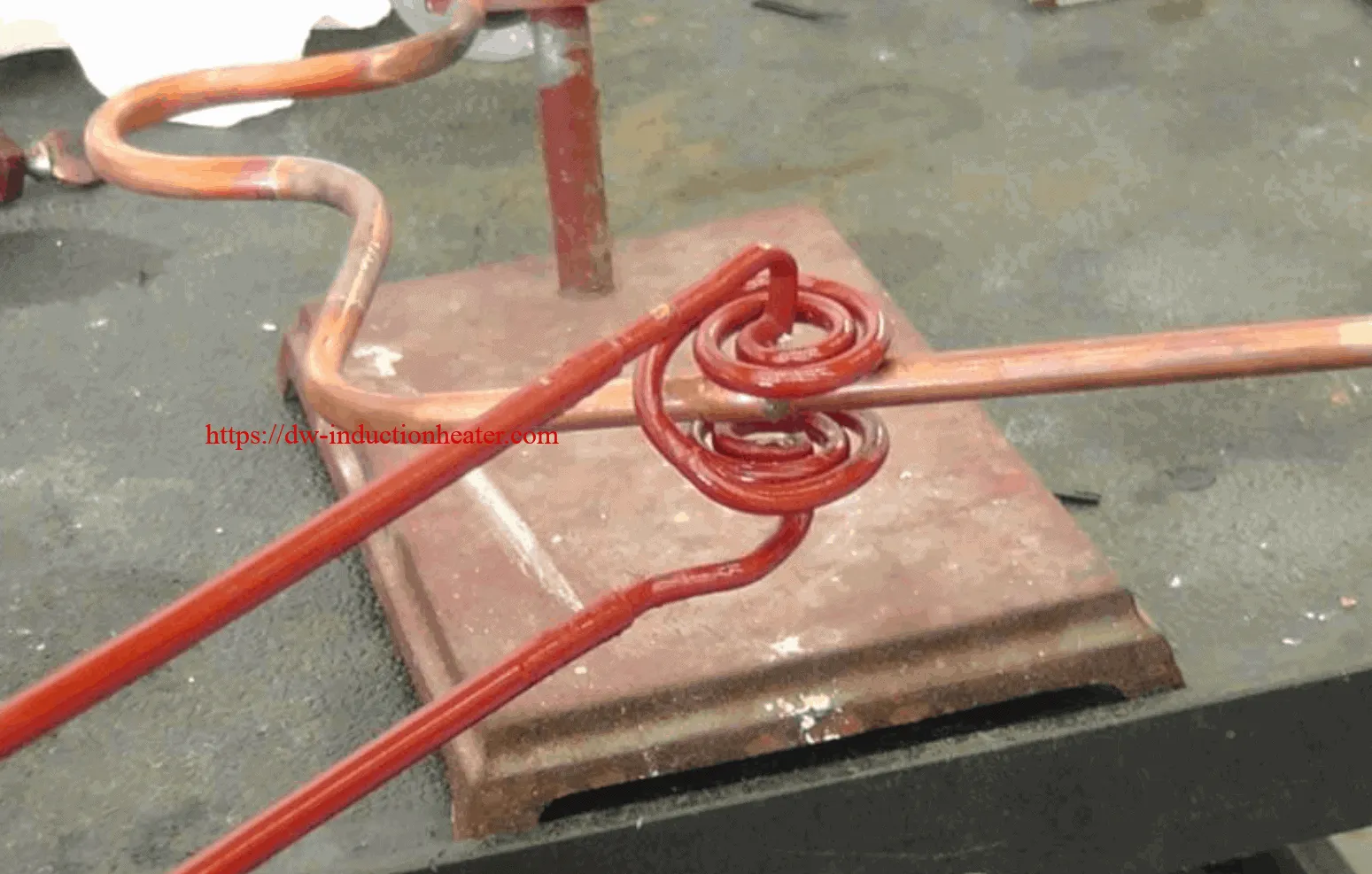
Com que només es va proporcionar un conjunt per a la prova, vam configurar una càrrega de prova utilitzant una gruixuda tuberia de coure de 5/16 ”de paret tal com un tub va acceptar l’altre en un extrem format de brida oberta. El temps de calor es va estimar basant-se en la pintura de tempilaques per indicar la temperatura. El muntatge de prova (seguit dels components proporcionats) es va muntar amb un recobriment de pasta de braç d'aliat 505 i es va col·locar a la bobina de prova del laboratori per les fotografies adjuntes. Es va trobar un cicle de calor que va fluir l'aliatge i que va fabricar l'articulació. .

Resultats / avantatges:
- Com es va demostrar, el model DW-UHF sistema de soldadura per inducció és capaç d'escalfar les seccions de tub a tub més grans i les més petites per completar una unió soldada. Els temps de calor utilitzant una bobina de prova disponible estan dins de les expectatives de temps de calor de producció requerides per Electrolux.
- HLQ requerirà un muntatge complet per revisar-lo per tal de desenvolupar el disseny final de la bobina que pugui acomodar les 12 juntes indicades a la fotografia de disseny. Cal conèixer i veure les distàncies entre les connexions de tubs que cal soldar i la secció del compressor d’acer per assegurar-se que la carcassa d’acer no es vegi afectada pel resultat del camp de RF creat a la bobina de càrrega. Aquest disseny final pot requerir l’addició de materials de ferrita a la bobina que serviran per enfocar el camp de RF als cables de coure i no a la carcassa d’acer.
- Les proves inicials es van completar al DW-UHF-10kW mitjançant una bobina de laboratori disponible. La bobina de producció estarà continguda en una carcassa no conductiva que permetrà a l’operador utilitzar-la per situar la bobina contra els cables de coure per obtenir una ubicació de calefacció precisa i positiva per al procés de soldadura. El disseny de la bobina de producció incorporarà cables més curts que la bobina de prova i es configurarà de manera que es millorin els cicles de calor (temps de calor més curts).