Punta de catèter d'emmotllament per calefacció d'inducció amb unitats d'escalfament d'alta freqüència d'IGBT
Objectiu Escalfar un mandril d'acer refredat per aigua a 700ºC per formar una punta de catèter de tefló d'alta qualitat.
Material de tubs de catèter de tefló, muntatge mandril
Temperatura 600-700 ° F (315-371ºC)
Freqüència 376 kHz
Equips • Sistema de calefacció per inducció DW-UHF-6 kW, equipat amb un capçal de treball remot que conté un condensador de 0.66 μF.
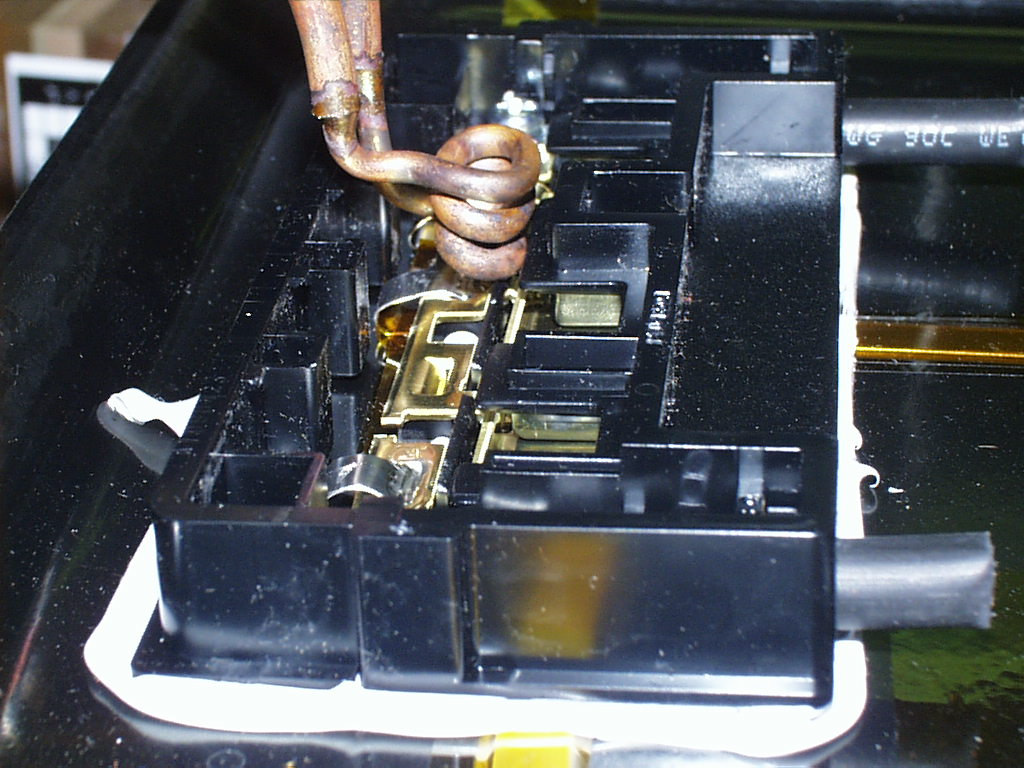
• Una bobina de calefacció per inducció dissenyada i desenvolupada específicament per a aquesta aplicació.
Procés S'utilitza una bobina de dos girs per escalfar el mandril d'acer a 660ºC en 371 segons. Per formar la punta del catèter, s’aplica energia RF mentre el catèter es manté sobre el mandril. A continuació, s’empeny el tub cap al mandril per formar una punta uniforme i uniforme.
Resultats / avantatges La calefacció per inducció proporciona:
• Aplicació exacta i repetible de calor
• Calefacció sense contacte
• Temps de cicle més ràpid